今天的工厂中主要有三种类型的检测方式:(1)Offline——首件检测;(2)At-line——随机抽样检查或被拒样品检查;(3)In line——100%零部件在线检测。
在上述三种检测方式中,第三种100%零部件检测(即100%质量控制)是所有制造商的最终目标,这种检测方式意味着装配线上的每个零部件都被检查,测证每个零部件是否合格。在线检测通常使用线激光线轮廓仪,扫描传送带上的运动的零部件,来完成在线检查。

5利用线激光线轮廓仪扫描传送带上运动的零部件,完成在线检测
一、Offline:首件检测
当机器视觉系统运行缓慢时,制造商不得不使用离线检测方法。离线检测用于测证第一件产品的制造是否正确,并假设生产设备在长期生产期间,都处于可接受公差范围内。
这种方法将第一件产品作为整批产品的代表,因此会存在一些潜在的质量问题,比如由生产线上的动态过程磨损引起的潜在质量问题。
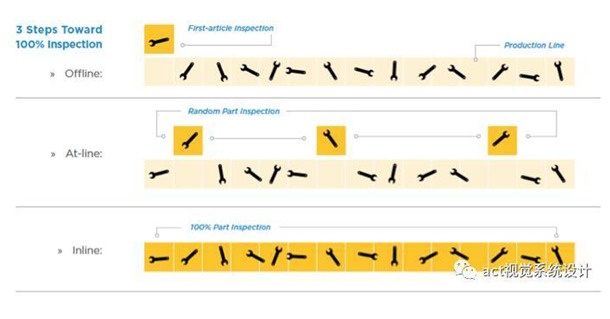
5工厂中常用的三种主要检测方式
二、At-line:随机抽检或被拒样品检查
这种方法使用一种更快速的检测解决方案,允许工程师在生产车间进行随机抽样检查。这种检测方式主要用于两种情况:(1)将随机零件从生产线上分离出来进行检查;(2)在一个专门的在线测量站检测被拒零件,以便确定生产过程中的哪个步骤出现了问题。
虽然这种检测方式不能实现100%的质量控制,但是它能够在生产过程中检测产品的质量问题,可以实现产品在出厂前进行检测和返工。
三、In Line:100%零件在线检测
一旦检测方法能够实现与生产速度相匹配的扫描速度,就可以进行100%的部件检查,这样一来就可以实现全自动化生产,以最大程度地减少返工和防错误,监控工厂设备的性能。LMI Technologies的Gocator三维智能传感器可以做到这点!
四、激光三角测量和结构光
目前,最有效的在线检测方案利用3D传感器技术,如激光三角测量或结构光(边缘投影)。这两种技术都提供非接触式零件扫描,并产生高分辨率3D扫描图像,用于特征测量和验证。
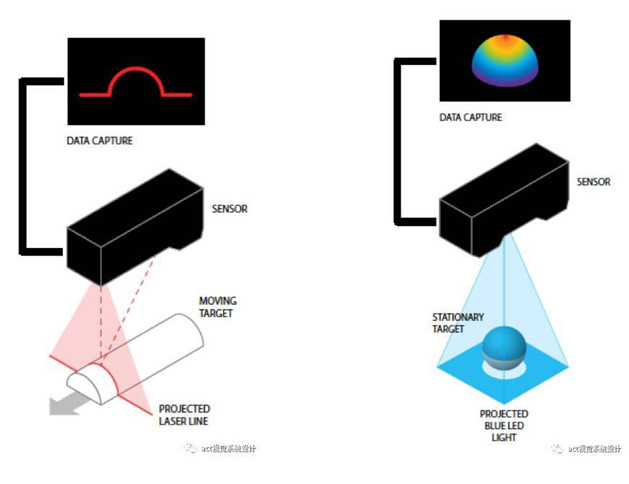
5激光三角测量 5结构光扫描测量
五、3D测量的优势
2D视觉无法实现100%的质量控制,它无法获取扫描零件的几何形状数据,导致与形状有关的关键特征丢失。而3D测量能够提供如下优势:
¨体积测量(X、Y和Z轴)提供与形状和位置相关的参数
¨对比度不明显的情况下,是检查低对比度物体的理想选择
¨不受轻微的照明变化或环境光的影响
¨光源和相机集成于传感器内部,并经过预交准能获取更高的重复性
¨易于组成多传感器网络,用于扫描各种大型或复杂的工件
六、生产过程中的在线检测
典型的在线检测过程包括扫描、测量和控制,所有这些都在高度优化的流水线操作流程中执行,以跟上工厂的生产速度。
以下总结了检测过程中的关键处理步骤:
¨通过组合这些图像文件,生成高密度3D点云
¨使用内置测量工具计算测量值
¨对照预设公差检查测量结果
¨通知工厂网络和设备“合格/不合格”决定
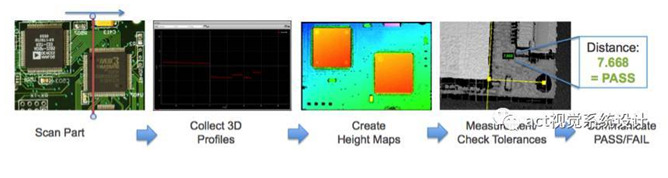
5典型在线检查过程中的几个关键步骤
七、用3D智能传感器实现在线检测
Gocator围绕实时数据处理流水线进行设计,包括触发、3D点云生成、零件分割、零件旋转、零件分割、测量和“合格/不合格”判定输出。
这套流水线操作完全作为Gocator的内置功能而实现,并且可以通过基于Web浏览器的用户界面轻松设置,提供对扫描(曝光、分辨率、过滤等)、测量(锚定、基于点和点击的工具、脚本)和控制输出(PLC、机器人、以太网或直接I/O)。
八、实现更快的速度
GocatorAccelerator (GoX)是一个基于PC的应用程序,用户可以实现更快的数据处理速度,进一步缩短检测周期。GoX有效地将Gocator扫描数据重定向到PC,进行后端测量和决策处理。现在检查流水线运行在两个组件(传感器和PC)上,解决了数百个大部件的测量或扫描、需要比一个传感器能提供的更多处理能力或内存的情况。
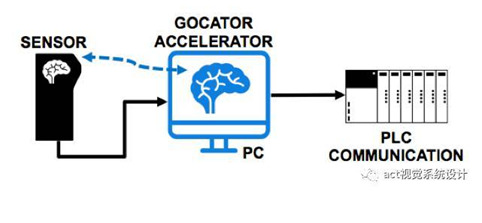
5Gocator使用基于PC的加速器实现实时数据处理与决策输出
九、利用多传感器网络
在“智能”自动化工厂中,可能使用Gocator多传感器网络来扫描大型或者复杂工件或捕获同一部件的多幅视图。从多个传感器收集数据、拼合并生成单个3D点云进行微米级测量。GoX进程可在多台PC上运行,管理在工厂运行的数百个Gocators。这就是分布式“智能”处理为工厂带来的强大功能。

5在智能自动化工厂中运行的Gocator传感器网络
十、结论
通过Gocator的内置实时数据处理生产线,以及使用Gocator加速器在传感器和PC之间分配处理的能力,今天的工厂实现了一个有效的检测解决方案,可以在线对制造零件、组件和成品实现100%的质量控制。
智能3D传感器可以实现100%质量控制!
|


